

溶接加工の受託
当社では、溶接加工を承っています。
多品種少量や1点モノの溶接加工でお困りの場合は、是非お気軽にご連絡ください。
溶接加工とは、高温によって母材同士を溶かし合わせて一体化することで、接合する技術です。
基本的には同じ素材同士の接合に使用しますが、組み合わせによっては異種材料の溶接も可能です。
加熱によって、歪みや変形が生じやすい加工工程です。
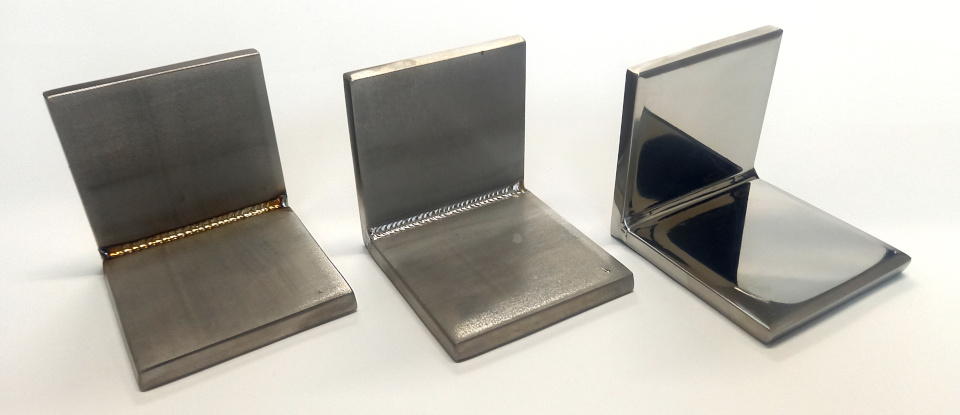
また、肉盛りによって形成したビードや、焼け(変色)の処理なども様々な方法があります。
当社では、きめ細かな溶接が可能なTIG溶接を基本とし、レーザー溶接や電子ビーム溶接、ロウ付けなどご要望に合わせた溶接加工、接合加工をご提供しています。
TIG溶接
TIG溶接とは、不活性ガス(主にアルゴン)を使用して酸化を防ぎながら、溶棒を溶かし込んで接合する溶接加工です。
比較的熟練が必要ですが、深い溶け込みと綺麗な溶接面(ビード)が得られます。
主にステンレスや鉄、アルミに使用されます。
ビードを除去(ビードカット)し、研磨して滑らかに仕上げる事で、医療や食品、理化学装置部品などにも多用されます。

レーザー溶接
レーザー溶接とは、レーザー光を利用した溶接加工です。
ロボットアームを使用した高精度な溶接などに使用されます。
任意の位置を狙っての精密な溶接が可能ですが、基本的に溶加棒を盛れないため、母材同士が隙間の無い状態でぴったりと接している必要があるなど、条件があります。
TIG溶接では実現できない微細な接合が可能です。
電子ビーム溶接(EBW)
電子ビーム溶接とは、真空中で電子ビームを母材に衝突させて接合する溶接方法です。
真空中での溶接のため、歪みが比較的少なく、深い溶け込みが得られます。
半導体関連装置の部品製作などに用いられることが多い工程となりますが、加工費用は高くなります。
その他の接合加工
その他にも、ロウ付けや、接着、圧入、リベット接合などの接合工程などを承っています。
お気軽にお問い合わせください。
溶接加工の特徴
溶接加工は、複雑な形状でも接合する事で実現できる優れた加工方法です。
ただし、接合時の加熱等により、変形が生じやすく、設計時に注意すべきポイントも多くあります。
形成されたビードの処理や、焼けによる変色の処理についても、図面での支持が必要となります。
溶接による歪み
特に薄い素材や溶接による変形が大きくなります。
全周溶接とするかピッチ溶接とするかで、歪みの程度も大きく異なります。
脚長が大きくなるほど歪みも大きくなります。
溶接による歪みは、ある程度矯正する事も可能です。
(1) 加熱による矯正(バーナー等での炙り)
製缶部品などは、溶接個所の反対面を炙る事により矯正が可能な場合があります。
入熱箇所や程度の見極めには熟練の技術が必要となります。
(2) 加圧による矯正(プレスなど)
プレス機による加圧や、ハンマーで叩く事でのピンポイントの矯正が可能です。
ただし、加圧による傷、打痕が生じやすく、表面の仕上げではお客様との協議が必要となる場合があります。
(3) 切削による2次加工
歪み部分を、フライス加工等で削り取り平坦に仕上げる方法です。
予め削り代を見込んだ母材の肉厚で製作する事が必要となります。
溶接可能な素材
素材によって溶接の向き、不向きがあります。
(1) ステンレス
比較的一般的なSUS304、SUS316、SUS316Lでは溶接性は良好です。
ただし、切削性がよいSUS303は溶接性に劣りますので避けた方が無難です。
当社では、医療機器で用いられるSUS420やSUS630での溶接実績も豊富です。
(2) 鉄系素材
SS400やSPCC、SPHC、ボンデ鋼板など一般的な材質での溶接性は良好です。
一方で、S45Cなどの炭素鋼は溶接性が悪いため溶接部品としては避けた方が良いです。
(3) アルミ合金
アルミ合金は、専用の機能を備えた溶接機が必要となり、鉄やステンレスと異なった扱いが必要となります。
ビードが大きめに形成されますので、そのビードを許容できる設計が必要となります。
(4) その他
真鍮・銅は一般的に溶接加工は不向きで、基本的にはロウ付けでのご提案になりますが、場合によっては溶接可能です。
樹脂素材の溶接も承る事ができます。
溶接に適した設計のご提案
当社では、豊富な溶接実績を基に、溶接に適した設計内容をご提案可能です。
設計でお困りになりましたら、是非ご相談ください。
具体的には下記のようなご提案が可能です。
(1) 歪みを抑えるような部品の分割の仕方
(2) 二次加工を考慮した形状・肉厚の設定
(3) 歪みの出にくい溶接指示
(4) 溶接加工の代替案(切削、板金加工、3Dプリントなど)
溶接加工についてのお問い合わせ
溶接加工について新規のご依頼やご相談がありましたら、是非お気軽にお問い合わせください。
具体的な図面やサンプルがありましたら、お見積差し上げます。
<お問い合わせ先>
株式会社⼩川製作所
営業・技術担当 ⼩川宛
TEL: 03-3657-4196
FAX: 03-3673-4755
Mail: info@ogawa-tech.jp