

当社では医療機器、食品加工機械、理化学装置部品などのバフ研磨加工を承っています。
1. バフ研磨とは


バフ研磨(Buffing)とは、表面の仕上処理技術の一種で、バフ研磨機でホイール(バフ:Buff)を回転させ、研磨剤を使いながら品物の表面を磨いていく加工技術です。
主にメッキや塗装を施さないステンレスの表面仕上げに用いられます。
特に医療機器、食品加工機械、理化学装置、半導体製造装置など、ステンレス製で表面の平滑性が重視される分野で活用されます。
当社では1cmx1cm程度の小さなものから、2mを超える大物までバフ研磨可能です。
材質はステンレスが主となりますが、鉄やチタン、アルミなども対応可能です。
2. バフ研磨の工程
バフ研磨は、主に次のような3~4段階の工程を行います。
| 番号 | 工程 | 内容 |
|---|---|---|
| 1 | 粗磨き | 素材の状態から#150程度の状態に磨く工程です 主に鍛造・鋳造など表面状態の粗い素材の場合はこの粗磨きからスタートします 主に用いられるのが鉄バフやペーパー系の研磨道具(グラインダなど)です 素材状態が粗い場合は、粗磨き工程で#80→#150など2工程行う場合もあります |
| 2 | 中磨き | 粗磨き工程から仕上磨き工程に橋渡しする工程で、最も重要な工程でもあります 主に鉄バフ(#200~#300程度)が用いられます 形状を損なわず整える配慮が必要ながら、仕上磨きで磨ききれるようミガキ残しの無い丁寧な処置が必要です |
| 3 | 仕上磨き | #400相当の表面状態にする仕上げ工程で、一般的な研磨処理はここまでの仕上がりを指します 主にサイザルバフ(#400相当)が用いられます 若干のくすみがありながらも鏡に近い映り込みが得られます |
| 4 | 鏡面磨き | 仕上磨きからさらに鏡のような仕上がり状態に磨く工程です 主にフェルトや綿バフが用いられます 仕上磨きまで丁寧に実施されていれば、良好な鏡面状態が得られます |
3. バフ研磨の対応範囲
当社のバフ研磨加工は、下記大きさ、材質にて対応可能です。
| 項目 | 内容 |
|---|---|
| 大きさ | 1cmx1cm程度(10x10) ~ 2mx2m程度(2,000x2,000) |
| 材質 | ステンレス (SUS304, SUS316, SUS316L, SUS430, SUS420, SUS630、その他) 鉄 (SS400、 炭素鋼、クロムモリブデン鋼、 その他) チタン (純チタン、6-4チタン) アルミ(A5052, A2014, A2017, A2024, A6061, A6063, A7075) |
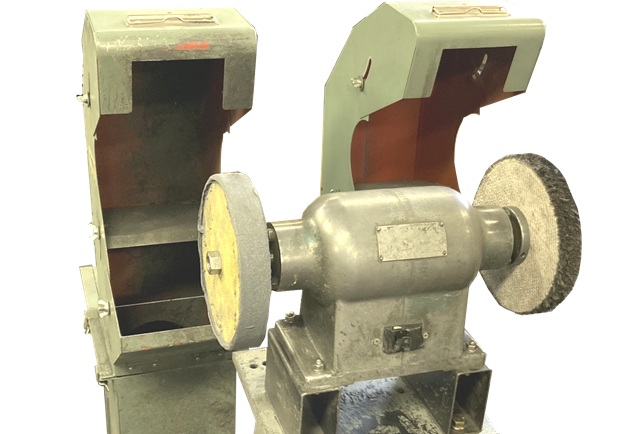
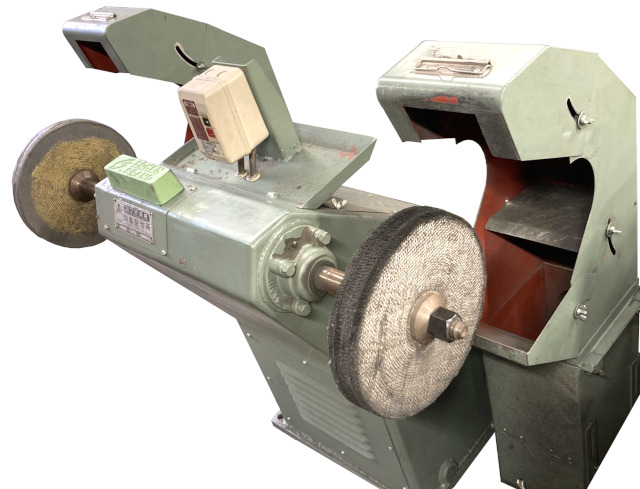
4. バフ研磨機
バフ研磨機とは、バフを回転させる専用の機械です。
特定の回転数で回転するシンプルな機械で、背後に研磨に集塵機を備えているのが一般的です。
当社では、小型、中型、大型のバフ研磨機を活用し、対象物の形状や仕上要求に応じて使い分けています。
大型のバフ研磨機では主にΦ300mm程度、小型のバフ研磨機では主にΦ200mmのバフを用います。
大型部品の研磨にはフレキシブルグラインダ(フレキ)と呼ばれる、幅広いエリアを研磨できる研磨機を活用します。
1mを超える大型の架台といった構造体や、パネル・カバー類の研磨に活用します。
パイプなどの内径研磨用には手持ちのリュータを用いる事もあります。
5. バフと研磨剤の種類
バフと研磨剤は仕上げ段階や形状、材質に応じて特定の組み合わせで用います。
ここでは最も一般的な組み合わせをご紹介します。
5.1 バフ
形状や仕上げ段階に応じて、様々なバフや研磨剤を使い分けます。
当社では主に鉄バフ、ボールバフ、サイザルバフ、フェルトバフを用います。
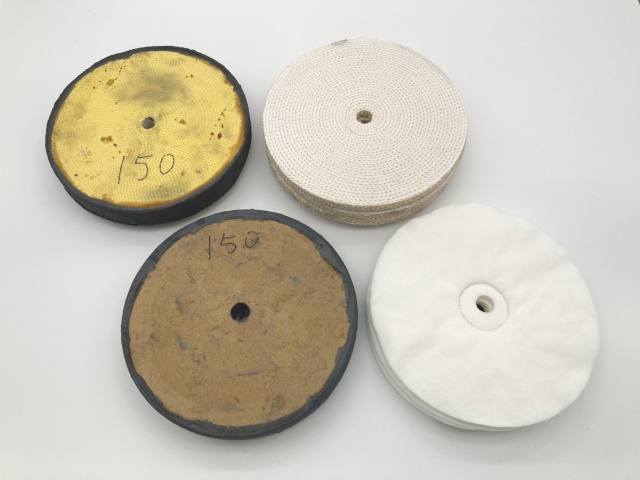
| 種類 | 特徴 |
|---|---|
| 鉄バフ(エメリーバフ) | 編み込んだ面布に鉄粉(金剛砂)を塗布したバフ 適度な弾力があり、様々な形状に合わせた汎用性の高いバフ 主に粗磨き~中仕上磨きまでに用いられる |
| ボールバフ | エメリーバフの面布の代わりに堅いボール材を使ったバフ エッジを際立たせたい製品に使われる |
| サイザルバフ | サイザル麻と面布を組み合わせたバフ #400相当の仕上磨きに使用される |
| 綿バフ、フェルトバフ | サイザルよりも柔らかい綿やフェルト製のバフ 主に鏡面仕上げに用いられる |
一般的な研磨工程は、粗磨き・中磨きに鉄バフ、仕上磨きにサイザルバフを用いて#400程度の仕上がりとします。
平面をより平坦に仕上げるたり、エッジ部分を鋭く仕上げる場合にはボールバフを活用します。
鏡面研磨仕上げの場合は、綿バフやフェルトバフを用います。
製品や形状によっては、上記以外にも様々なバフを使い分けます。
鉄バフやボールバフでは難しい研磨内容の場合、樹脂やゴム製バフも活用しています。

PVA砥石、UB砥石など幅・大きさ、粒度が様々なバフが存在します。
形状によってはバフが形状に沿って当たるように、バフを凹型や凸型に成形します。
5.2 研磨剤
研磨剤はバフとの組み合わせで、様々な表面状態に仕上げるのに必須の道具です。
ここでは当社で使用している代表的な研磨剤をご紹介します。

| 種類 | 特徴 |
|---|---|
| トリポリ YSX-13 | 鉄バフ、ボールバフと組み合わせて粗磨き、中磨き(#60~#250)に用います |
| トリポリ K-2 | 鉄バフ、ボールバフと組み合わせて主に医療機器の粗磨き、中磨き(#60~#250)に用います |
| サイザルライム | サイザルバフと組み合わせて仕上磨き(#400相当)に用います |
| 青棒、白棒、アロックス | 光沢が出る研磨剤で、フェルトや綿バフと組み合わせて鏡面仕上げに用います |
トリポリは主に鉄バフやボールバフの目つぶしに用いられます。
砥粒のスキマにトリポリが入り込み、研磨時の焼けを防止し、均一感のある仕上がりが可能となります。
サイザルライムは仕上磨き工程で、サイザルバフと組み合わせて用いられます。
主にステンレス材の#400仕上用となります。
研磨剤の中に研磨用砥粒が含まれ切削力があります。
青棒、白棒、アロックスは更に細かい砥粒が含まれ、鏡面研磨用に用いられます。
6. 鉄バフ(エメリーバフ)
鉄バフ(エメリーバフ)は、金剛砂をホイールに塗布して製作します。

鉄バフは、様々な粒度を持った金剛砂(カーボランダム等)を、溶かした膠(にかわ)で塗り付けて乾燥させ作成します。
膠の粘度や、塗布回数は温度・湿度や、研磨対象に応じて変化させます。
対象形状に合わせてホイールを成形する事もあります。
金剛砂の粒度は、数字が大きいほど細かくなります。
粒度が細かいほど切削力が低下しますが、表面状態はよりきめ細かくなります。
基本的には、前工程の粗さを効率よく打ち消せる粒度は、前工程の粒度の2倍程度までとされています。
例えば粗磨きで#100であれば、中磨きは#200、仕上磨きは#400といった具合で徐々に粒度を細かくしていく事になります。
粗磨きからいきなり#250等の細かい粒度で磨いても、深い傷が取れず、最後まで残ってしまいます。
当社では、鉄バフ用の金剛砂として#60~#300程度までを用意し、製品に応じて柔軟に組み合わせています。
7. バフ研磨の実績
当社でのバフ研磨は、グラインダ(ペーパー等)による粗磨き工程と組み合わせ、スピーディで良質な仕上がりのバフ研磨が可能です。
バフ研磨機・バフ以外にも様々な研磨道具を組み合わせる事で、あらゆる形状に対応可能なバフ研磨をご提供します。
特に医療機器(鋼製小物など)、理化学装置、半導体製造装置、食品加工機械などの部品の製作で多くの実績があります。





| 区分 | 内容 |
|---|---|
| 医療機器 鋼製器具(鉗子、鑷子など) | <鉗子> ケリー鉗子、ツッペル鉗子、リスター鉗子、ペアン鉗子、コッヘル鉗子、アリス鉗子、ミクリッツ鉗子、ローラー鉗子、胎盤鉗子、小児用鉗子、ドヤン鉗子、血管鉗子、粘膜鉗子、 ケリソン鉗子、丸のみ鉗子 <鑷子> マッカンドー鑷子、アドソン鑷子、ルーツェ鑷子、トゲ抜き 有鈎・無鈎、形状・大きさ各種 <その他> 剥離子、骨鋭匙、骨膜起子、開口器、開胸器、ラスパトリウム、スパーテル、各種鈎、各種のみ 開創器、鼻鏡、キャリパー その他多数 |
| 架台、躯体 | 医療・製薬装置、理化学装置、半導体製造装置、食品加工機械の架台・躯体・筐体 |
| ホッパー、シンク | 医療・製薬装置、食品加工機械 |
| サニタリー配管 | ヘルールパイプ等の内外径研磨 |
| 精密機械部品 | 医療・製薬装置、理化学装置、半導体製造装置、食品加工機械の精密機械加工部品 |
バフ研磨加工に関するお問い合わせ
バフ研磨加工について新規のご依頼やご相談がありましたら、是非お気軽にお問い合わせください。
具体的な図面やサンプルがありましたら、お見積差し上げます。
<お問い合わせ先>
株式会社⼩川製作所
営業・技術担当 ⼩川宛
TEL: 03-3657-4196
FAX: 03-3673-4755
Mail: info@ogawa-tech.jp